تراشکاری سوپر آلیاژهای مقاوم به گرما
سوپر آلیاژ، آلیاژی است که خواص مکانیکی و مقاومت به خزش (تمایل اجسام صلب به تغییر شکل آرام تحت تنش) بسایر خوبی در دماهای بالا را نشان می دهد. به علاوه پایداری سطح مناسب و مقاومت به خوردگی و اکسیداسیون بالایی دارد.
سوپر آلیاژهای مقاوم به گرما (HRSA) می تواند به چهار گروه تقسیم شود؛ آلیاژهای با پایه نیکل، با پایه آهن، با پایه کبالت و تیتانیوم. تیتانیوم می تواند خالص و یا دارای ساختار آفا و بتا باشد.
قابلیت ماشینکاری HRSAها و تیتانیوم ضعیف است بخصوص در شرایط پیر سختی که در آن شرایط خاصی بر شرایط برشی حکم فرما می باشد.
این موضوع اهمیت لبه برشی تیز را برای جلوگیری از ایجاد به اصطلاح لبه های سفید با شرایط سختی و تنشهای باقیمانده را نشان می دهد.
برای اینکول (incole)
گریدهایی که به طور معمول در فینیشینگ استفاده می شود عبارتند از 1105, 1115 و برای خشن تراشی 6060, 670 یا S05F می باشند. هندسه های معمول عبارتند از –SF, -SGF, -SM, -SMR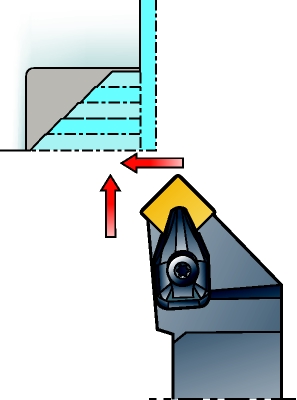
برای تیتانیوم
گریدهایی که استفاده می شود H13A, H10A و 1115 می باشند. هندسه های معمول نیز –SF, -SGF, -SM, -SMR هستند.
یک شاخص سایشی معمول در HRSAها و تیتانیوم سایش لبه برنده (notch wear) می باشد. با استفاده از زاویه ورود کوچک و یا اینسرتهای گرد، پیشروی و عمر ابزار می تواند به طور قابل ملاحظه ای افزایش یابد.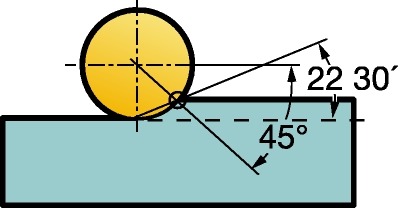
سایش لبه برنده هیچ وقت نمی تواند حذف شود، اما می توان با استفاده از نکات زیر، تا حد زیادی آن را کاهش داد.
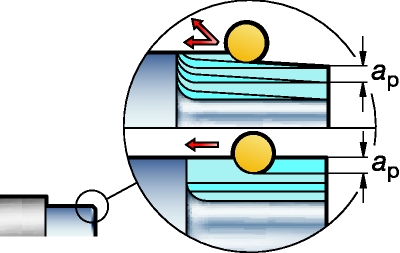
- استفاده از اینسرت های گرد
- کم کردن زاویه ورود به قطعه تا حد ممکن
- استفاده از زاویه مناسب بین قطر اینسرت و عمق برش (مراجعه به شکل)
- هنگام ماشینکاری به صورت زاویه دار و ماشینکاری چند مرحله ای عمق برش نباید کمتر از 25mm باشد، در غیر اینصورت امکان ایجاد سایش در لبه می باشد
برای حداقل کردن سایش لبه برنده، بهترین نتایج هنگام استفاده از عمق برشی که حداکثر 15% قطر اینسرت دایره ای باشد حاصل می شود یا 15% شعاع نوک اینسرت در اینسرت های غیر دایره ای.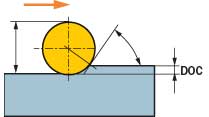
هنگام استفاده از سرامیک، پخ زنی توصیه می شود.
پخ زنی ریسک ایجاد براده هنگام خروج از برش را به حداقل می رساند. همچنین اثر مثبت روی اینسرت هنگام ورود نیز دارد. برای جلوگیری از 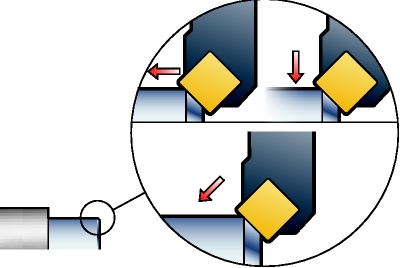 سایش لبه برنده هنگام پخ زنی، از پیشروی عمود بر پخ هنگام پخ زنی استفاده نمایید.
سایش لبه برنده هنگام پخ زنی، از پیشروی عمود بر پخ هنگام پخ زنی استفاده نمایید.
مایع خنک کننده همیشه باید هنگام ماشینکاری HRSAها و تیتانیوم بدون توجه به اینکه اینسرت مورد استفاده سرامیک یا کارباید است، استفاده شود. حجم مایع خنک کننده باید زیاد و مستقیم باشد.