فرزکاری استنلس استیل
- فریک/مارتنزیتی
- آستنتیک و دوگانه (آستنتیک/فریک)
- نکات ماشینکاری
قابلیت ماشینکاری استنلس استیل با توجه به المان های آلیاژی، عملیات حرارتی و پروسه های ساخت (مانند فورج، دایکست، و ...) متفاوت است.

استنلس استیل های فریک و مارتنزیتی
گروه بندی متریال: P5.x
قابلیت ماشینکاری استنلس استیل های فریک و مارتنزیک قابل مقایسه با فولادهای با آلیاژ پایین می باشد و در نتیجه نکات مورد استفاده در ماشینکاری این فولادها می تواند در اینجا مورد استفاده قرار گیرد.
ترک های گرمایی ایجاد شده به خاطر مایع خنک کننده
جمع شدن براده در نوک اینسرت
ایجاد براده و صافی سطح نامناسب
استنلس استیل های آستنتیک و دوگانه
گروه بندی متریال: M1.x و M2.x و M3.x
مشکلات اصلی
- سایش غالب هنگام فرزکاری استنلس استیل های آستنتیک و دوگانه عبارتند از: ایجاد برادگی و ترک به خاطر تنش حرارتی، لبه براده انباشته
- روی قطعه کار، تشکیل براده و صافی سطح نامناسب، مشکلات اصلی می باشند.



ابزار برشی و اینسرت های مناسب
- بیشتر ابزارهای برشی CoroMill می تواند در استنلس استیل های آستنتیک و دوگانه در کنار استفاده از اینسرت ها با گریدهای مناسب مورد استفاده قرار گیرند.
- در کف تراشی، CoroMill 245 و CoroMill 300 مناسب تر از CoroMill 345 و CoroMill 200 می باشند که علت آن زاویه برشی مثبت می باشد.
- استفاده از اینسرت های گرد یا زوایای ورود کوچک، منجر به کاهش سایش در لبه اینسرت می شود.
- از ابزار با هندسه های مثبت استفاده نمایید (-ML, -WL)
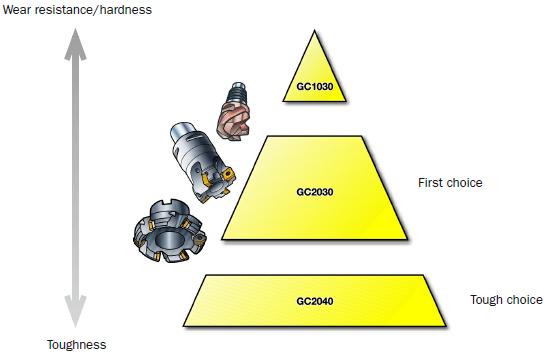
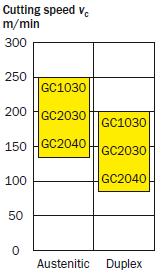
- GC2030 (PVD) انتخاب اول می باشد.
- GC2040 (MT –CVD) گرید مکمل برای شرایط سخت و استنلس استیل ریخته گری که در آن سایش خوردگی غالب می باشد مناسب می باشد.
- GC1030 (PVD) انتخاب عمومی برای تولید قطعات با شرایط متنوع می باشد. (ISO P, M, S)
- اگر ترک گرمایی به وجود آمد، از اینسرت با گرید سخت تر/مقاوم تر نسبت به خوردگی استفاده کنید، مثلا از گرید GC2040 به GC2030.
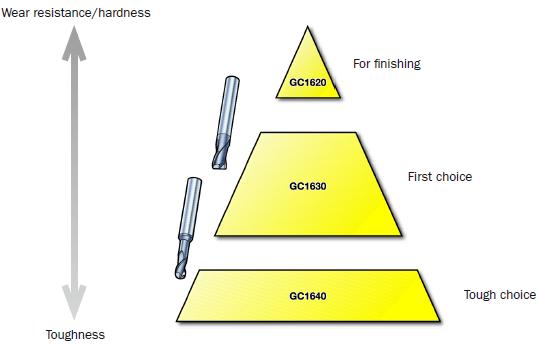
- برای CoroMill Plura، گرید GC1630 انتخاب اول می باشد و GC1640 انتخاب مکمل می باشد در صورتی که سختی و آب صابون مرکزی هنگام ماشینکاری مورد نیاز باشد.
نکات ماشینکاری
خشن تراشی
- از سرعتهای برشی بالا استفاده نمایید (Vc=150-250 m/min) تا از ایجاد لبه برشی انباشته جلوگیری شود.
- در خشن کاری همیشه به صورت خشک ماشینکاری نمایید تا مشکلات مربوط به ترک های حرارتی از بین بروند.
فینیش
- در فینیش، استفاده از مایع خنک کننده برای بهبود کیفیت سطح گاهی اوقات ضروری می باشد. معمولا مشکلات کمتری در رابطه با ترک های حرارتی در عملیات فینیش می باشد زیرا گرمای ایجاد شده در این عملیات کمتر می باشد.
- با استفاده از گرید سرمت CT530، پرداخت سطح مناسب بدون استفاده از مایع خنک کندده حاصل می شود.
- پیشروی fz که بسیار پایین باشد موجب سایش زیاد در لبه اینسرت می شود زیرا لبه برشی در ناحیه سخت شدگی می باشد.