


فروش یک عدد سنسور دبی (فلو متر) ifm ساخت آلمان
یک عدد flow meter / فلو متر ifm آلمان که برای یک پروژه خریداری شده بود و به علت عوض شدن اتصالات در پروژه، مورد استفاده قرار نگرفت، به فروش می رسد.

تلرانس هندسی چیست؟
تلرانس گذاری هندسی (GD&T) یک زبان نمادها و استانداردها است که توسط مهندسان و سازندگان طراحی شده و مورد استفاده قرار می گیرد تا یک محصول را توصیف و ارتباط بین بخش های مختلف را برای تولید یک محصول ساده کند
تلرانس گذاری قطعاتی که چند مبنای مختلف در یک ستاپ ماشینکاری دارند
طراحان معمولا تمایل دارند که قطعه را از دید عملکردی و نه دید ساختی طراحی کنند. در حالی که مهندسان ساخت قطعه را از دید پروسه ساخت می بینند.
پین موقعیت دهنده منشوری چیست و در چه مواقعی باید از آنها استفاده کرد؟
حتما شما هم در رابطه با گیج و فیکسچرها، نام پین منشوری به گوشتان خورده است، اما پین منشوری چیست و چه مواقعی باید از آن استفاده کرد.
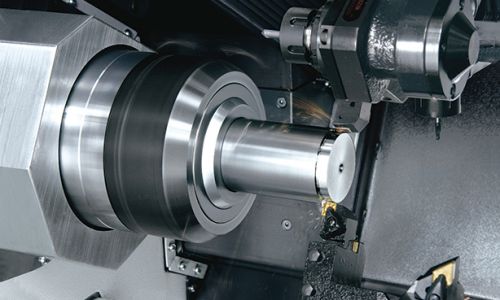
تراشکاری قطعات سختکاری شده
تراشکاری فولادهای با سختی بیش از 45 HRC (معمولا در رنج 44-68 HRC) به عنوان تراشکاری قطعات سختکاری شده شناخته می شود و به عنوان آلترناتیوی برای فرایند سنگ زنی شناخته می شود. ثابت شده است که تراشکاری قطعات سخت کاری شده در زمان و هزینه تا 70% صرفه جویی می کند و همچنین انعطاف پذیری بیشتر و کیفیت بهتری را عرضه می کند.

فرزکاری آلومینیم
در اینجا به فرزکاری آلومینیم زیر 13% سیلیس می پردازیم و نکاتی را که در رابطه با فرزکاری آلومینیم اهمیت دارد را بررسی می کنیم.
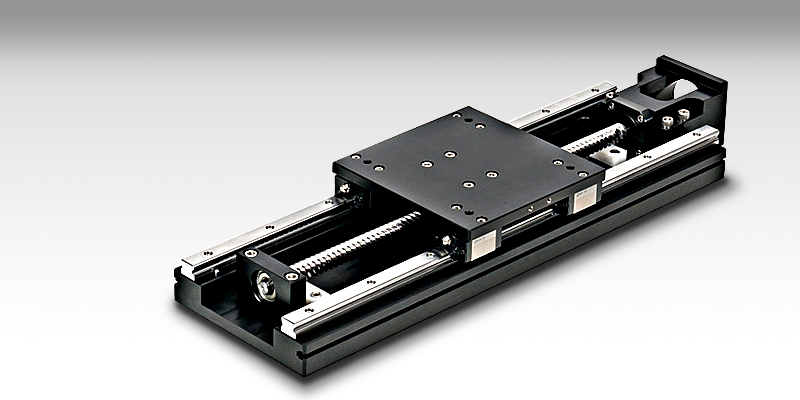
انتخاب مدول خطی مناسب
یکی از سوالاتی که معمولا از شرکت میدیا ماشین پرسیده می شود این است، با توجه به گستردگی انواع مدول های خطی، کدام یک از این مدول های خطی برای ما مناسب می باشد. از این رو تصمیم گرفتیم که این سوال را در اینجا پاسخ بدهیم تا شاید به سایر دوستان نیز کمک شود.
الزامات همزمان (Simultaneous Requirements) در اندازه گذاری هندسی
الزامات همزمان به این معنی است که الزامات باید در یک زمان بر روی تلرانس هندسی اعمال شوند. همچنین این ویژگی بر روی تلرانس موقعیت و پروفیل اعمال می شوند. الزامات همزمان هنگامی اعمال می شود که به یک فیچر با یک مبنا، در یک زمان و با یک شرایط ماده (material condition) اعمال می شود. الزامات همزمان می تواند بوسیله "الزامات جداگانه (Separate Requirement)" از بین برود.
تراشکاری آلومینیم
قابلیت ماشینکاری آلومینیم بسته به المان آلیاژی، عملیات حرارتی و پروسه ساخت آن (فورج، ریخته گری، ...) متفاوت می باشد.
فرزکاری چدن
چدن می تواند مطابق گروه بندی مالیبل، خاکستری، گره دار، کامپکت گرافیتی و چدن آزتمپر طبقه بندی شود.
مفهوم تعامد در تلرانس موقعیت
تلرانس موقعیت، راستا را همانند موقعیت کنترل می کند. شکل زیر نشان می دهد چگونه تلرانس موقعیت تعامد یک سوراخ را کنترل می کند.
تراشکاری سوپر آلیاژهای مقاوم به گرما
سوپر آلیاژ، آلیاژی است که خواص مکانیکی و مقاومت به خزش (تمایل اجسام صلب به تغییر شکل آرام تحت تنش) بسایر خوبی در دماهای بالا را نشان می دهد. به علاوه پایداری سطح مناسب و مقاومت به خوردگی و اکسیداسیون بالایی دارد.
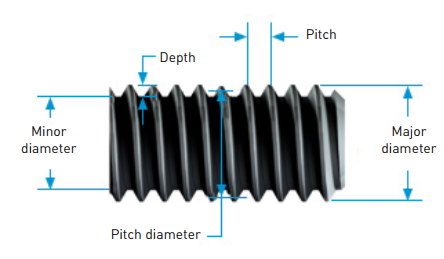
مشخصات رزوه ها و انواع آنها
نری/مادگی
هر مجموعه ای از رزوه ها که به صورت خارجی یا داخلی باشد، را به نام نری یا مادگی می توان نامید. برای مثال یک پیچ یک رزوه خارجی است در حالی که یک مهره رزوه داخلی می باشد.
فرزکاری استنلس استیل
- فریک/مارتنزیتی
- آستنتیک و دوگانه (آستنتیک/فریک)
- نکات ماشینکاری
قابلیت ماشینکاری استنلس استیل با توجه به المان های آلیاژی، عملیات حرارتی و پروسه های ساخت (مانند فورج، دایکست، و ...) متفاوت است.
قانون اول GD&T
قانون شماره یک بیان می کند که: سطح یا سطوح یک فیچر دارای اندازه در حالت ماکزیمم متریال (MMC) نباید از حالت ایده آل فراتر رود. برای توضیح این قانون مثال زیر را مشاهده نمایید.
تراشکاری چدن
در مجموع 5 گروه اصلی چدن وجود دارد:
چدن خاکستری (GCI)
چدن گره دار (NCI)
چدن مالیبل (MCI)
چدن گرافیتی (CGI)
چدن آزتمپر (ADI)
فرزکاری فولاد
قابلیت ماشینکاری فولاد بسته به المان های آلیاژی، عملیات حرارتی و پروسه ساخت آن (فورج، ریخته گری و ...) متفاوت می باشد.
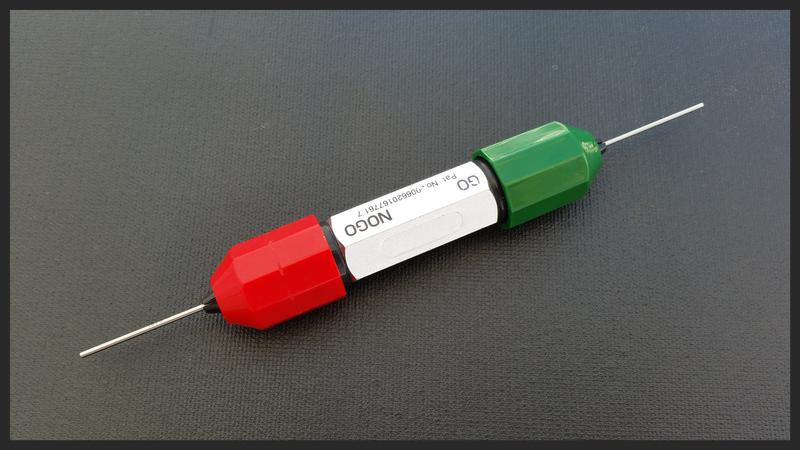
گیج برو نرو چیست؟
گیج برو نرو (یا به طور خلاصه برو / نرو) به ابزار کنترلی اشاره می کند که برای کنترل قطعه کار در محدوده تلرانس خود مورد استفاده قرار می گیرد. نام آن از دو کاربردی که برای آن استفاده می شود گرفته شده است. برو: به قطعه کار اجازه می دهد که عبور کند. نرو: اجازه عبور قطعه کار را نمی دهد.

گیج برو نرو رزوه چیست و انواع آن کدام است؟
برای فردی که به مباحث مترولوژی و اندازه گیری تازه وارد شده است، حجم انبوهی از انواع گیج هایی که برای رزوه و پیچ وجود دارد، می تواند گمراه کننده باشد. اهمیت و نام گذاری آنها گیج کننده است، ولی در این مقاله بر آن خواهیم بود که تا حد ممکن این مباحث را باز کنیم.
تفاوت اندازه گذاری تلرانس بر حسب اینچ و میلیمتر
قوانین متفاوتی در اندازه گذاری برحسب اینچ و میلیمتر وجود دارد، در شکل زیر، یکی از این تفاوتها نشان داده شده است.
تراشکاری استنلس استیل
قابلیت ماشینکاری استنلس استیل با توجه به المان های آلیاژی، عملیات حرارتی و پروسه های ساخت (مانند فورج، دایکست، و ...) متفاوت است. به طور کلی قابلیت ماشینکاری در مقادیر بالای آلیاژی کاهش می یابد.
ارتعاشات در فرزکاری
چگونه ارتعاشات را کاهش دهیم
ارتعاشات می تواند بوسیله محدودیت در ابزار برشی، ابزار نگه دارنده، ابزار، قطعه کار و یا فیکسچر ایجاد شود که توضیح هر یک در ادامه آمده است.
اندازه گذاری لوله ها
لوله ها معمولا طوری اندازه گذاری می شود که به نظر غیرعادی می آید!! در زیر مثالی از نحوه اندازه گذاری لوله های با فشار بالا نشان داده شده است.
تراشکاری فولاد
- فولاد غیرآلیاژی
- فولاد آلیاِژی پایین
- فولاد آلیاژی بالا
قابلیت ماشینکاری فولاد با توجه به المان های آلیاژی، عملیات حرارتی و پروسه های ساخت (مانند فورج، دایکست، و ...) متفاوت است.
کیفیت سطح ایجاد شده
سطوح ایجاد شده بوسیله فرزکاری محوری
سطحی که فرزکاری می شود بوسیله سطوح موازی تولید می شود. بسته به تلرانس محوری و لنگی کل ابزار برشی و اینسرتی که پایین ترین موقعیت را دارد، سطح فینیش را ایجاد می کند.
اندازه گذاری عملکردی
استانداد ASME Y14.5 بیان می کند که: "اندازه ها باید به گونه ای انتخاب و ارنج شوند که به عملکرد و رابطه بین قطعات متناسب باشد و ...". این مثالی است از اندازه گذاری یک قطعه بر مبنای عملکرد در مقابل اندازه گذاری قطعه بر مبنای پروسه تولید می باشد.
گروههای متریال در ماشینکاری
در صنعت ماشینکاری فلزات، تعداد بسیار زیادی از قطعات از مواد مختلف ساخته شده اند. هر متریال مشخصات مخصوص به خود را دارد که توسط آلیاژهای مختلف، عملیات حرارتی، سختی و غیره تاثیر می پذیرد. این موضوع عمیقا روی انتخاب هندسه ابزار برشی، گرید و اطلاعات برشی تاثیر می گذارد.
ماشین کاری خشک یا با مایع خنک کننده؟
فرایند فرزکاری یک فرایند متناوب به حساب می آید. این موضوع باعث می شود که دمای ایجاد شده در لبه برشی ابزار بین بازه های متفاوت دمایی نوسان کند.
درجات آزادی و مبناها
هر جسمی در فضا دارای 6 درجه آزادی می باشد. یک حرکت در راستای محور X، یک حرکت در راستای محور Y و یک حرکت در راستای محور Z. به علاوه چرخش حول محور X، u نام گذاری شده است، چرخش حول محور Y، v نام گذاری شده و چرخش حول محور Z، w نام گذاری شده است. شکل زیر راستاها و چرخش ها حول محور های مختصات را نشان می دهد.
هندسه اینسرت
هندسه های تراشکاری می تواند به سه گروه تقسیم شود که بر مبنای عملیات فینیش، متوسط و خشن کاری می باشد. نمودار انتهای صفحه ناحیه مناسب را برای هر هندسه در رابطه با پیشروی و عمق برش نشان می دهد. در زیر توضیح مختصری درباره انواه هندسه های اینسرت داده شده است.
فریم کنترلِ تغییر یافته شده
مبناها رفرنس هایی هستند که در فریم کنترل از آنها برای مقید کردن شش درجه آزادی قطعه استفاده می شود. شش درجه آزادی قطعه در شکل زیر نشان داده شده اند. X,Y,Z درجه های آزادی در راستای محورها هستند و U,V,W درجات آزادی چرخش حول محورها می باشند.
شعاع نوک اینسرت
شعاع نوک (RE) در اینسرت یک فاکتور کلیدی در فرایند تراشکاری می باشد.
انتخاب شعاع نوک به موارد زیر بستگی دارد:
- عمق برش (ap)
- پیشروی (fn)
فرزکاری در گوشه ها
ماشینکاری گوشه ها نیاز به ملاحظات مخصوص به خود برای به دست آوردن کمان مناسب با درگیری مناسب ابزار برشی و همچنین پیشروی مناسب دارد.
تلرانس مرکب
تلرانس های مرکب برای محدود نگه داشتن راستا یا فاصله مجموعه ای از الگوها، بیشتر و سختگیرانه تر از موقعیت الگوها استفاده می شود.
سایز اینسرت
بسته به نوع کاربرد، سایز اینسرت نیز باید متناسب با آن انتخاب شود. هنگام ماشین کاری فینیش، سایز اینسرت می تواند کوچک انتخاب شود.
درگیری ابزار
تغییرات ناگهانی جهت در یک برش به اندازه ورود ابزار به طور مستقیم به قطعه کار می تواند مشکل زا باشد.
محاسبه تلرانس جایزه و جابجایی مبنا - با درنظر گرفتن خطای راستا
در این قسمت، طراحی کلی را در حالی که خطای راستا وجود دارد بررسی می کنیم. در شکل زیر نقشه همراه با اطلاعاتی درباره اندازه واقعی و خطای راستای سوراخها موجود می باشد.
فرم اینسرت
فرم اینسرت باید نسبت به زاویه ورود اینسرت و نوع ابزار انتخاب شود. هرچه زاویه نوک اینسرت بزرگتر باشد استحکام و قابلیت اطمینان اینسرت بیشتر می باشد. اگرچه این موضوع باید در مقابل تغییرات برشی که باید انجام شود متعادل شود.
ورود به قطعه کار
هنگامی که ابزار برشی قرار است به طور مستrیم به قطعه کار وارد شود، تا زمانی که ابزار به طور کامل درگیر نشده است، براده های ضخیم ایجاد می شوند. این موضوع به طور جدی می تواند روی عمر ابزار تاثیر بگذارد، به خصوص در فولادهای سخت تر، تیتانیوم و آلیاژهای مقاوم در برابر حرارت.
محاسبه تلرانس جایزه و جابجایی مبنا - بدون درنظر گرفتن خطای راستا
هنگامی که در باره MMC و MMB تدریس می کنم، نشان می دهم که چگونه می توان از گیج های ثابت برای اندازه گیری آنها استفاده کرد. دانشجویانی که تجربه استفاده از CMM را دارند، تعجب می کنند، زیرا آنه تجربه استفاده از گیج های ثابت را ندارند. آنها باید با پراب قطعه را لمس کنند تا مبنا و اندازه ها را ایجاد کنند. این مطلب نشان می دهد چگونه قطعاتی را که دارای اصلاح کننده های MMC و MMB هستند را بدون استفاده از CMM کنترل کرد.
اینسرت مثبت و منفی
اول از همه، باید تصمیم گرفت که اینسرت های با زاویه مثبت یا منفی قرار است مورد استفاده قرار گرفت.
اینسرت منفی دارای زاویه 90 درجه (زاویه خلاصی 0 درجه) است و اینسرت مثبت دارای زاویه کمتر از 90 درجه (برای مثال زاویه خلاصی 7 درجه) می باشد.
تشکیل براده
لبه برشی در جهت شعاعی در سه فاز مختلف با قطعه کار درگیر می شود:
- لحظه ورود به برش
- شعاع درگیری در برش
- لحظه خروج از برش
محاسبه تلرانس موقعیت یک سوراخ
یک سوراخ تلرانس اندازه و تلرانس موقعیت دارد. اندازه واقعی و موقعیت اندازه گیری شده است. سوال این است که آیا سوراخ با وجود تلرانس ها در موقعیت درستی قرار گرفته است یا نه؟
ملاحظات مربوط به اینسرت
بسیار مهم است که اندازه اینسرت (I)، فرم اینسرت (زاویه نوک اینسرت)، هندسه و شعاع نوک اینسرت (RE) با دقت انتخاب شود تا کنترل براده و کیفیت ماشینکاری به بهترین نحو صورت گیرد.
موقعیت ابزار
هر زمانی که لبه برشی شروع به باربرداری می کند، در معرض یک نیروی ناگهانی است. تماس صحیح بین لبه برشی و قطعه کار در ورود و همچنین خروج، برای یک عملیات برشی موفق باید زیر نظر باشد.
تلرانس جایزه و جابجایی مبنا
برای فهمیدن تلرانس جایزه، به نحوه قرار گرفتن قطعه در گیج توجه کنید.
زاویه ورود (entering angle) و زاویه آزاد اصلی (lead angle)
زاویه ورود (KARP) و زاویه آزاد اصلی (PSIR) زاویه بین لبه برشی و جهت پیشروی می باشد. این زاویه، زاویه مهمی در انتخاب ابزار تراشکاری مناسب برای یک عملیات خاص می باشد و بر روی پارامترهای زیر بیشترین تاثیر را دارد.
حداکثر ضخامت براده
حداکثر ضخامت براده یکی از مهم ترین پارامترها برای دستیابی به فرایند فرزکاری موثر و قابل اطمینان است.
ماشینکاری موثر هنگامی رخ می دهد که میزان براده با ابزار برشی که ماشینکاری می کند تناسب داشته باشد.
مبناهای با دوحرف A-B
بسیاری سوال می پرسند که آیا این نحوه علامتگذاری درست می باشد؛ جواب این است که بله.
مثال زیر را مشاهده نمایید. مبنای A و مبنای B روی همدیگر مبنایی را تشکیل می دهند که A-B نامیده می شود.
عمر ابزار
با نگاه کردن به سه پارامتر اصلی ماشینکاری، سرعت، پیشروی و عمق برش، هر کدام روی عمر ابزار تاثیرگذار می باشند. برای بهترین حالت عمر ابزار:
- بهینه کردن ap (برای کاهش تعداد برش ها)
- بهینه کردن fn (برای کمترین زمان برش)
- کم کردن vc (برای کاهش گرما)
تعریف Actual Mating Envelope
Actual Mating Envelope یک مفهوم پیچیده و دشوار در استاندارد می باشد. اگرچه همیشه من آن را به این صورت تعریف می کنم که: کوچکترین حالت کامل قطعه که حول یک فیچر خارجی فیت می شود یا بزرگترین حالت کامل قطعه که درون یک فیچر داخلی فیت می شود.
زاویه ورود
این زاویه، زاویه بین زاویه برش اصلی اینسرت و قطعه کار می باشد. ضخامت براده، نیروهای برش و عمر ابزار پارامترهایی هستند که تحت تاثیر زاویه ورود هستند.
مایع خنک کننده و آب صابون
تخلیه براده، خنک کاری و روان کاری بین ابزار و قطعه کار، کاربرد اصلی مایع برشکاری می باشد.
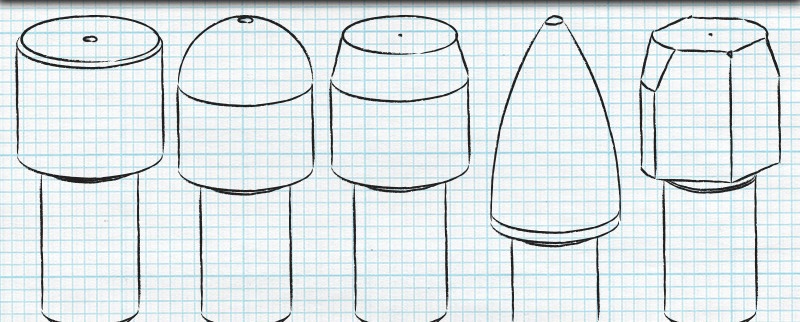
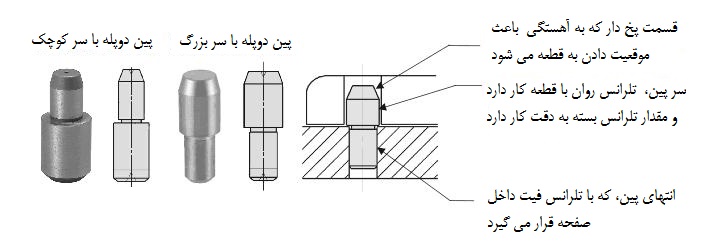
پین های موقعیت دهنده و نحوه استفاده از آنها
عموما پینهای موقعیت دهنده برای موقعیت دادن دقیق قطعه کار استفاده می شود. برای مثال، یک پالتی که در راستای یک محور حرکت می کند که در آن مکانیزم حرکت دهنده خیلی دقیق نیست که بتوان یک پروسه با دقت را روی قطعه کار انجام داد، استفاده از پینهای موقعیت دهنده می تواند بهترین راه حل باشد.
گام ابزار و Zn
هنگام انتخاب مناسب ترین تعداد دندانه برش موثر Zc برای عملیات ماشینکاری، بسیار مهم است که گام (فاصله بین لبه های برشی) در نظر گرفته شود. تمام ابزارهای برشی سندویک در گام های با اندازه منظم موجود می باشد. بسته به اندازه و تعداد لبه های برشی، بعضی از ابزارهای برشی دارای اینسرت با گام متغیر می باشد (اندازه نامساوی دندانه ها اطراف ابزار برشی).
تنظیم ابزار
طول آویزان ابزار(Overhang)
هنگام ماشینکاری با طول های آویزان بلند، بسیار مهم است که برای یک ابزار صلب، تنظیم طول به گونه ای باشد که تماس نقاط کلمپ به درستی باشد. حداقل طول کلمپ توصیه شده مساوی 4 برابر قطر ابزار می باشد.
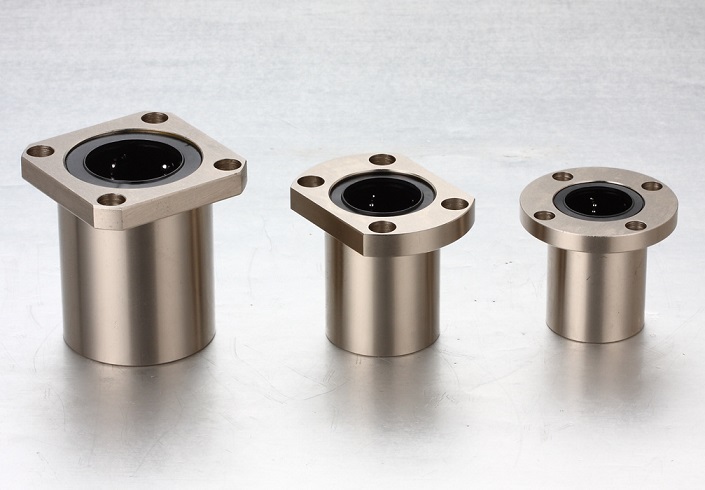
آشنایی با لینیر بوشها
محصولات با حرکت لینیر معمولا به عنوان المان های حرکتی در اتوماسیون نقل و انتقال، موقعیت یابی و اسمبلی استفاده می شود. در اینجا سه نوع از محصولات لینیر یعنی لینیر بوش، لینیر گاید و بوش های بدون نیاز به روغن مقایسه می شوند و در مورد هرکدام توضیح داده می شوند.
کنترل براده
کنترل براده یکی از فاکتورهای کلیدی در تراشکاری می باشد؛ سه اصل کلید در براده شکستن وجود دارد:
- شکستن خود به خود براده، برای مثال در چدن
- شکستن براده در مقابل ابزار
- شکستن براده در مقابل قطعه کار

مقایسه استپ موتور و سروو موتور (Stepper Vs. Servo)
انتخاب بین سروو موتور و استپ (استپر) موتور می تواند یک چالش باشد که شامل بالانس بین فاکتورهای مختلف طراحی می باشد. هزینه آن، گشتاور، سرعت، شتاب و درایو همگی در انتخاب موتور برای کار شما تعیین کننده هستند.
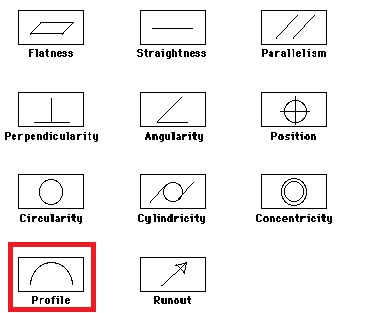
تلرانس پروفیل سطح/خط (Profile of Surface/Line) چیست؟
پروفیل سطح یک ناحیه تلرانسی 3بعدی را پیرامون قطعه توصیف می کند که معمولا یک منحنی یا فرم پیچیده می باشد. اگر این تلرانس روی یک سطح منحنی اعمال شود، مانند یک فیلت یا قطعه جوشکاری شده، کل سطح جایی که در آن شعاع وجود دارد باید در ناحیه تلرانسی قرار گیرد. تلرانس پروفیل تمام نقاط در راستای سطح را کنترل می کند و از الگوی سطح پیروی می کنند. هر نقطه ای روی سطح قطعه نمی تواند خارج از سطح مرز تلرانس که توسط مقدار عددی آن مشخص می شود، قرار بگیرد. معمولا هنگامی که پروفیل سطح نیاز است، هیچ تلرانسی روی اندازه قرار نمی گیرد که سطح را از لحاظ اندازه محدود کند . از GD&T نیز استفاده کند.
ملاحظات اولیه در تراشکاری
اجزا
اندازه های زیر و کیفیت اجزایی که نیاز دارد ماشینکاری شود باید باید آنالیز شود:
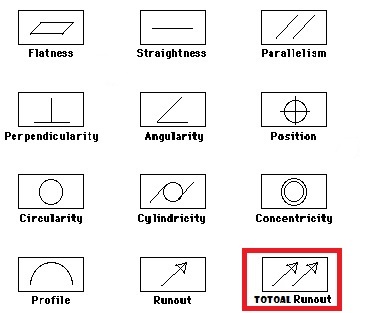
تلرانس لنگی کل (Total Runout) چیست؟
لنگی برابر تغییرات یک مشخصه نسبت به یک مبناست هنگامی که مبنا به اندازه360 درجه حول محورش می چرخد. لنگی کلی هم مقدار تغییرات سطح و هم مقدار جابجایی محور را هنگامی که حول محورش می چرخد نشان می دهد. هم تغییرات شعاعی و هم تغییرات محوری باید در بازه تلرانسی قرار بگیرند. لنگی کلی معمولا به قطعه ای اعمال می شود که حول محورش چرخش دارد و تغییرات کل سطح نیاز به دقت دارد.
ملاحظات اولیه در فرزکاری
1- شرایط فرزکاری
فرزکاری به علت توانایی آن در تولید قطعات با رنج گسترده به شدت در حال پیشرفت می باشد. علاوه بر روش های سنتی، فرزکاری یک جایگزین قوی برای ایجاد سوراخ، گام زنی، حفره و سطح هایی که پیش از این با استفاده از ماشین تراش، ماشینکاری یا سوراخکاری یا قلاویز می شد.
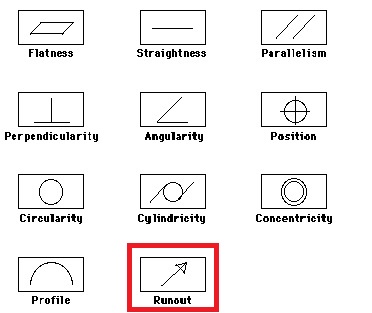
تلرانس لنگی یا لنگی دایره ای (Runout/Circular Runout) چیست؟
لنگی برابر تغییرات یک مشخصه نسبت به یک مبناست هنگامی که مبنا به اندازه360 درجه حول محورش می چرخد. این تلرانس یک کنترل برای قطعات دایره ای و تغییرات آن نسبت به چرخش یک محور می باشد. لنگی می تواند بر روی هر مشخصه ای که حول محور خود می چرخد اعمال شود.
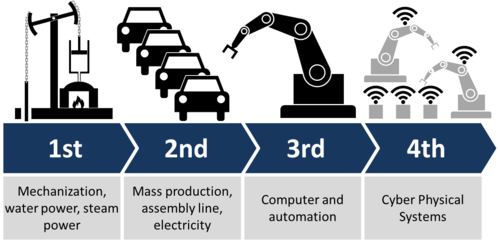
انقلاب صنعتی چهارم (Industry 4.0) چیست و تاثیرات آن چگونه است؟
یک دهه پیش از انقلاب امریکا، جیمز وات (James Watt) موتور بخار را اختراع کرد. او سریعا فهمید که طراحی او می تواند با استفاده از یک کندانسور که توان حرارتی را به طور قابل ملاحظه ای افزایش می دهد، بهبود پیدا کند. به زودی موتورهای وات، در صنایع گسترده از جمله معدن، نساجی، و صنایع دیگر مورد استفاده قرار گرفت. کارخانه ها رشد کردند، کارگرها به شهرها مهاجرت کردند؛ در نتیجه جوامع کشاورزی تبدیل به مکان های صنعتی شدند. بدین ترتیب انقلاب صنعتی اول شروع شد.
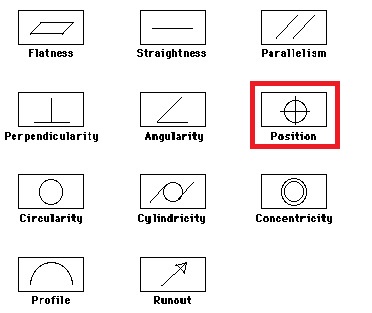
تلرانس موقعیت (Position) چیست؟
تلرانس موقعیت می تواند موقعیت نفطه، محور و صفحه مرکزی را کنترل نماید. تلرانس موقعبت نشان می دهد که تا چه مقدار موقعیت مشخصه می تواند از موقعیت اصلی خود انحراف داشته باشد.

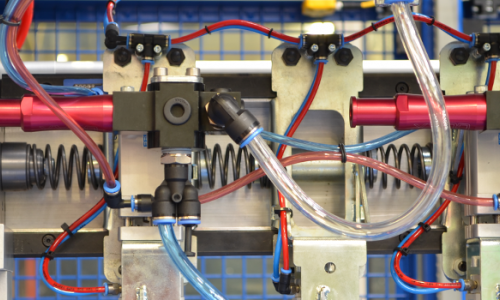
جکهای هیدروپنوماتیک چگونه کار می کنند؟
جک های هیدروپنوماتیک برای رسیدن به حداکثر نیرو با استفاده از هوای فشرده استاندارد می باشد. این جکها برای صرفه جویی در انرژی، زمان، فضا و هزینه در رنج وسیعی از کاربردها طراحی شده اند.
تلرانس تعامد (Perpendicularity) - محور
سیستم پین و سوراخ زیر را در نظر بگیرید. برای اینکه سیستم به درستی کار کند، پین احتیاج دارد که درون سوراخ فیت شود. اگر قطر پین از قطر سوراخ کوچکتر باشد، پین درون سوراخ فیت نمی شود. برای حل مشکلبه چه چیزی نیاز داریم؟ ما احتیاج داریم که محور پین کاملا راست باشد تا نسبت به سوراخ پایه عمودتر باشد.
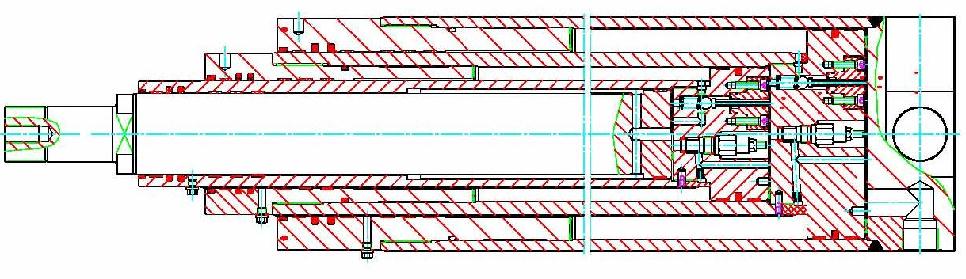
جک های تلسکوپی هیدرولیکی
سیلندرهای هیدرولیکی تلسکوپی که به نام سیلندرهای چند مرحله ای نیز شناخته می شوند شامل چند میل پیستون لوله ای هستند که sleeve (آستین) نامیده می شوند. اسلیوها که معمولا چهار یا پنج عدد هستند به ترتیب قطرشان کاهش می یابد و در داخل هم قرار می گیرند.
تلرانس تعامد (Perpendicularity) - سطح
دو قطعه نشان داده دهش را در نظر بگیرید. اضلاع کدام دو قطعه کاملا بر یکدیگر عمود می باشد؟ در واقعیت هیچ دو سطحی کاملا بر هم عمود نمی باشند. اما از کجا بدانیم که اضلاع قطعه زیر به اندازه کافی بر هم عمود می باشند؟
دانلود استاندارد ASME Y14.5 - 2009
یکی از استاندارد هایی که علاقه مندان تلرانس های هندسی و ابعادی و GD&T حتما باید آن را مطالعه کنند، استاندارد ASME Y14.5 می باشد.
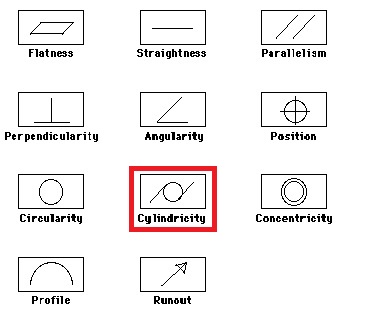
تلرانس استوانه ای (Cylindricity) چیست؟
دو استوانه نشان داده شده را در نظر بگیرید. کدام استوانه کاملا گرد می باشد؟ در واقعیت، هیچ قطعه ای کاملا استوانه نمی باشد. از کجا بدانیم که استوانه زیر به اندازه کافی، استوانه باشد.
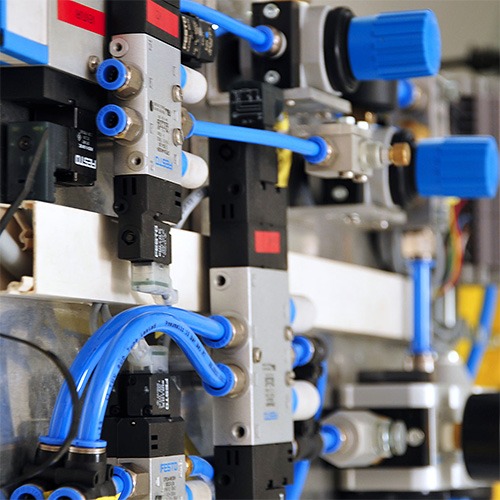
سیستم های پنوماتیک
قاعده پنوماتیک نیز مانند هیدرولیک می باشد، اما پنوماتیک از گاز بجای مایع استفاده می کند. عموما در پنوماتیک از هوای فشرده استفاده می شود، اما نیتروژن یا سایر گازهای مشابه نیز برای مصارف خاص قابل استفاده می باشد. با پنوماتیک، هوا درون یک دریافت کننده، از طریق یک کمپرسور دریافت می شود. دریافت کننده حجم زیادی از هوای فشرده را ذخیره می کند هوای پیرامون ما شامل ذرات غبار، بخار آب و سایر ناخالصی ها می باشد. بنابراین از فیلتر و خشک کن هوا در سیستم های پنوماتیکی استفاده می شود تا هوای فشرده تمیز و خشک باشد که این موضوع به طور قابل ملاحظه ای عمر اجزا و قابلیت اطمینان را افزایش می دهد. سیستم های پنوماتیکی همچنین از گستره وسیعی از شیرها برای کنترل جهت، فشار و سرعت عملگرها استفاده می شود.
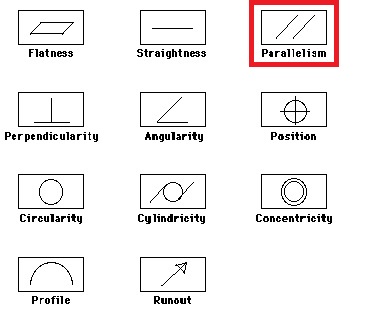
تلرانس توازی (Parallelism) چیست؟
دو قطعه نشان داده شده را در نظر بگیرید. کدام قطعه دارای وجوه کاملا موازی با یکدیگر می باشد. در واقعیت، هیچ سطحی با سطح دیگر کاملا موازی نمی باشد. اما از کجا بدانیم که یک قطعه مورد نظر ما دارای سطوح به اندازه کافی موازی میباشد؟
عملکرد و کاربرد پرس هیدرولیک
پرس هیدرولیک ماشینی است که بستر یا صفحه ای در قسمت پایینی خود جهت پرس ماده ای که در زیرش قرار گرفته است، دارد. عملکرد پرس هیدرولیک با استفاده از اصل پاسکال معنا پیدا می کند که این اصل بیان می دارد که زمانی که فشاری بر یک سیال موجود در محیطی بسته اعمال می شود این فشار همیشه در این محیط بسته ثابت می ماند. به بیانی ساده تر پرس هیدرولیک ماشینی است که از فشار اعمال شده بر سیالات جهت له کردن اجسام استفاده می کند. جوزف براماه پرس هیدرولیک را اختراع کرد به همین دلیل پرس هیدرولیک را بنام پرس براماه نیز می شناسند.

تلرانس راستی (Straightness) - سطح استوانه ای
سطح استوانه های شکل زیر را در نظر بگیرید. کدام سطح استوانه ای کاملا صاف می باشد؟ در واقعیت، هیچ سطح استوانه ای کاملا صاف نمی باشد. پس از کجا بفهمیم که سطح استوانه به انداازه کافی صاف می باشد؟
نحوه انجام تست نشتی و انواع آن
هر ﻗﻄﻌﻪ اﯼ ﮐﻪ ﺣﺠﻢ ﻣﺤﺒﻮس ﺷﺪﻩ از ﮔﺎز ﻳﺎ ﻣﺎﻳﻊ درون ﺁن ﻗﺮار ﮔﻴﺮد ﻧﻴﺎز ﺑﻪ اﻧﺠﺎم ﺗﺴﺖ ﻧﺸﺘﯽ دارد ﮐﻪ از ﻋﺪم ﺧﺮوج ﺳﻴﺎل از ﺁن ﻣﻄﻤﺌﻦ ﺷﻮﻳﻢ. ﺑﺪﻳﻬﯽ اﺳﺖ وﺟﻮد ﻣﺠﺮاﯼ ﺧﺮوﺟﯽ ﺳﻴﺎل ﺑﺠﺰ از ﻣﺴﻴﺮهای ﭘﻴﺶ ﺑﻴﻨﯽ ﺷﺪﻩ، ﻣﻨﺠﺮ ﺑﻪ ﻋﻤﻠﮑﺮد ﻧﺎ ﺻﺤﻴﺢ ﺳﻴﺴﺘﻢ ﻣﯽ ﮔﺮدد و ﻣﻤﮑﻦ اﺳﺖ ﻣﻮﺟﺐ ﺧﻄﺮاﺗﯽ ﮔﺮدد ﮐﻪ ﻟﻬﺬا ﻣﺠﺒﻮر ﺑﻪ ﺗﺴﺖ ﺳﻴﺴﺘﻢ از ﻧﻈﺮ ﻣﻴﺰان ﻧﺸﺖ ﻣﺠﺎز ﻣﻴﺒﺎﺷﻴﻢ.
تلرانس راستی (Straightness) - محور
دو محور نشان داده شده را در نظر بگیرید. کدام محور کاملا راست می باشد؟ در واقعیت هیچ محوری کاملا راست نمی باشد. اما از کجا بدانیم که محور به اندازه کافی راست است؟
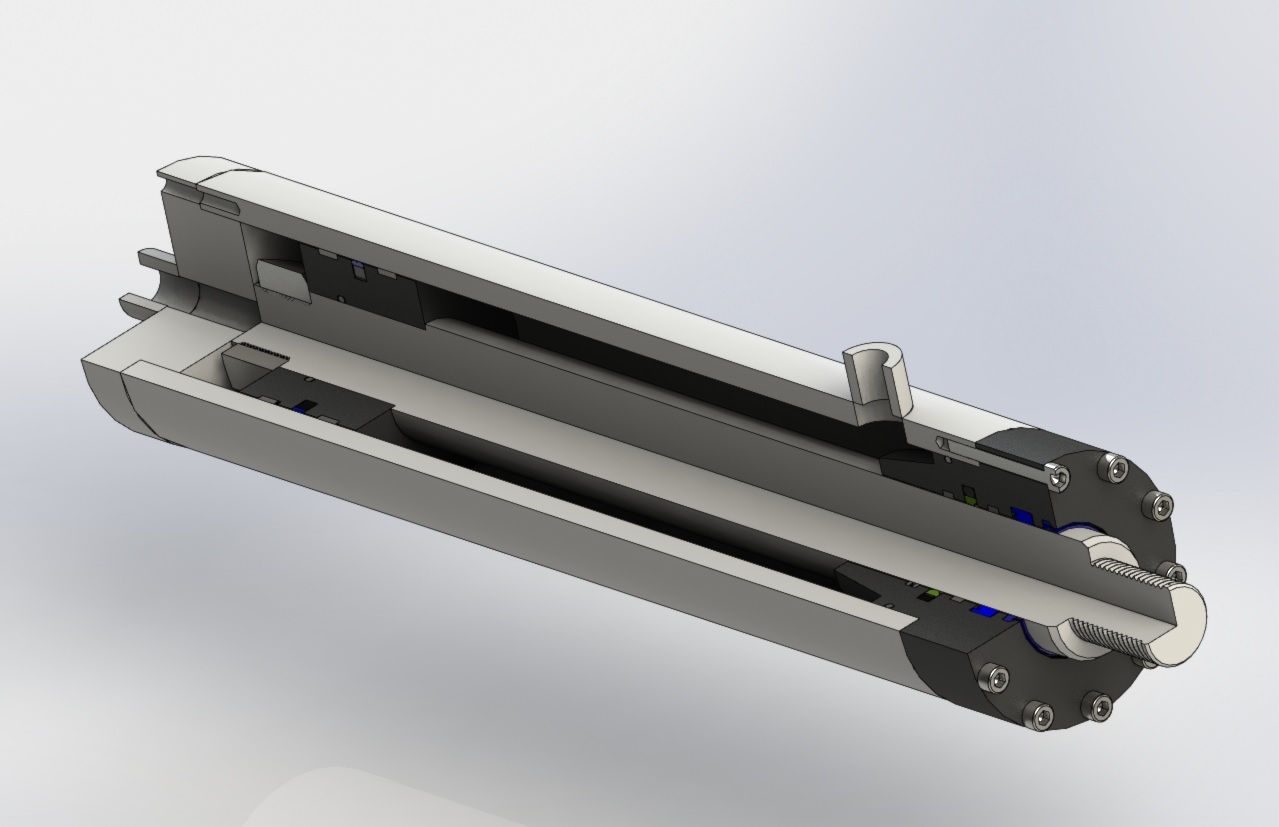
سیلندر هیدرولیک و انواع آن
مختصری درباره ی سیلندرهای هیدرولیک
وسیله ای که باعث می شود بتوانیم از یک سیال هیدرولیک فشار سازی شده جهت ایجاد حرکت استفاده کنیم سیلندر هیدرولیک نامیده می شود. این مکانیزم برای تولید حرکت و نیروی خطی مورد استفاده قرار می گیرد، به عبارتی سیلندر هیدرولیک انرژی ذخیره شده در سیال هیدرولیک را به نیرویی در راستای یک خط مستقیم تبدیل می کند.
تلرانس راستی (Straightness) - سطح و صفحه مرکزی
دو سطح نشان داده شده را در نظر بگیرید. کدام صفحه کاملا صاف می باشد؟ در واقعیت هیچ سطحی کاملا صاف نمی باشد. اما از کجا بدانیم که یک سطح به اندازه کافی صاف می باشد یا نه؟
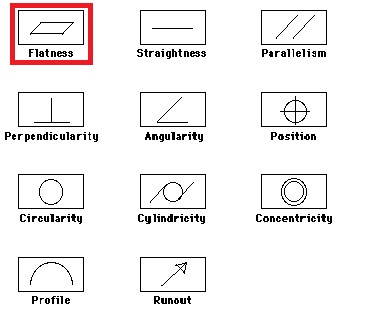
تلرانس تختی (Flatness) چیست؟
دو صفحه نشان داده شده را در نظر بگیرید. کدام صفحه کاملا تخت می باشد؟در واقعیت هیچ صفحه ای کاملا تخت نمی باشد. چگونه می توانیم سطحی طراحی کنیم که کاملا تخت نباشد اما به اندازه ای تخت باشد که نیاز ما را برآورده کند؟ با استفاده از تلرانس کنترل تختی
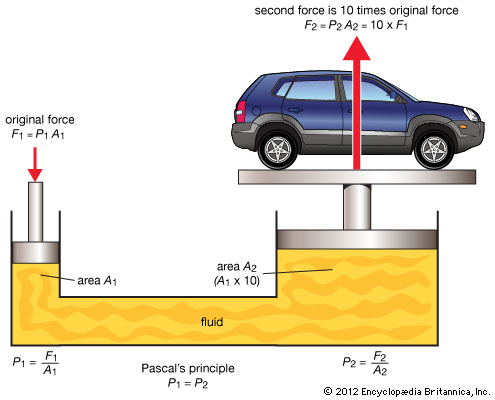
مفهوم علم هیدرولیک
چه رابطه ای بین یک تفنگ آبپاش و این جرثقیل غول آسا وجود دارد؟ در نگاه اول هیچ ارتباطی، اما با فکر کردن در مورد علم پشت آنها نتیجه ای شگفت انگیز بدست خواهد آمد:
تلرانس گردی (Circularity) چیست؟
دو سطح مقطع را در نظر بگیرید. کدامیک کاملا گرد می باشد؟ در واقعیت هیچ سطح مقطعی کاملا دایره نمی باشد، اما باید از کجا بدانیم که سطح مقطع مورد نظر ما به اندازه کافی گرد می باشد؟
GD&T چیست؟
GD&T مجموعه ای از سمبل ها و نشانه ها می باشد که یک طراح/مهندس را قادر می سازد تا تلرانس های هندسی از قبیل تختی، دایره ای، موقعیت و ... را کنترل نماید. قوانینیکه که نحوه استفاده از این قوانین را توضیح می دهد GD&T نام دارد که طبق استاندارد ASME Y14.5-2009 پایه گذاری شده است.

درباره گیج های برو نرو
یکی از پرکاربردترین گیج های کنترلی گیج برو نرو یا Go/No go gauge می باشد. از گیج برو-نرو برای کنترل یک اندازه در محدوده تلرانسی استفاده می شود. گیج برو-نرو ابزاری است که به ما اندازه نمی دهد، بلکه به ما وضعیت را می دهد. این وضعیت می تواند قابل قبول یا غیر قابل قبول باشد.