حداکثر ضخامت براده
حداکثر ضخامت براده یکی از مهم ترین پارامترها برای دستیابی به فرایند فرزکاری موثر و قابل اطمینان است.
ماشینکاری موثر هنگامی رخ می دهد که میزان براده با ابزار برشی که ماشینکاری می کند تناسب داشته باشد.
- یک براده نازک با اندازه hex مهم ترین دلیل کارایی پایین که منجر به عملکرد ضعیف می شود، است. این موضوع می تواند تاثیر منفی روی عمر ابزار و تشکیل براده بگذارد.
- در صورتی که این مقدار زیاد باشد باعث فشار زیاد روی لبه برشی می شود که ممکن است باعث شکستن لبه ابزار شود.
ایجاد براده نازک اجازه افزایش پیشروی را می دهد
پیشروی به ازای دندانه به سه روش زیر بنا به اثر ایجاد براده نازک می تواند افزایش پیدا کند :
- استفاده از لبه های برش صاف هنگامی که زاویه ورود کمتر از 90 درجه می باشد.
- استفاده از اینسرت های گرد یا اینسرت هایی با شعاع زیاد در عمق برش (ap) کم.
- فرزکاری محیطی با درگیری شعاعی اندک (ae/De)
1- اینسرت با لبه صاف
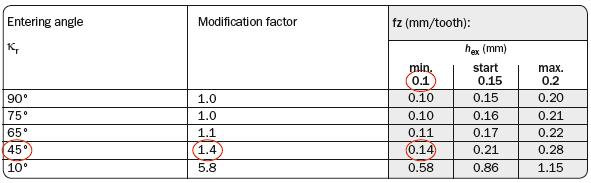
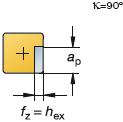
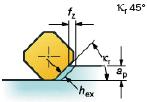
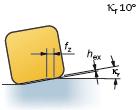
برای اینسرت ها با لبه صاف ضخامت براده (hex) برابر با fz است هنگامی که زاویه ورود 90 درجه می باشد. هنگامی که زاویه ورود کاهش می یابد، fz می تواند افزایش پیدا کند.
مثال: اگر ماکزیمم ضخامت براده (hex) برابر 0.1 و زاویه ورود (kr) برابر 45 درجه باشد، پیشروی پیشنهادی برابر 1.4x1=0.14 mm/tooth می باشد
2- اینسرت گرد و شعاع دار
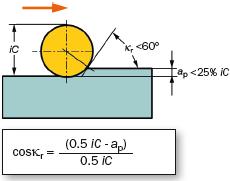
- بهترین کارایی زمانی به دست می آید که هنگام استفاده از اینسرت های گرد یا مته های سرگرد (بال نوز)، زاویه ورود (kr) زیر 60 درجه باشد. این بدین معنی است که عمق برش از 25% قطر اینسرت (iC) تجاوز نکند.
- برای عمق های برش زیاد بهتر است که از اینسرت های مربعی با زاویه ورود 45 درجه استفاده شود.
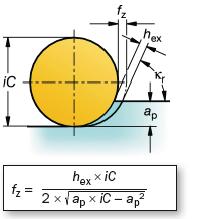
- ضخامت براده (hex) در اینسرت های گرد متغیر است و به زاویه ورود بستگی دارد. با نسبت (ap/iC) پایین پیشروی می تواند به طور قابل ملاحظه ای افزایش پیدا کند تا به سطح دلخواه ضخامت براده نزدیک شویم.
- اینسرت های گرد، بنابه هندسه صلب تر اینسرت و طول برش بلندتر، ظرفیت ضخامت براده بیشتری را نسبت به اینسرت های صاف دارند.
3- فرزکاری محیطی
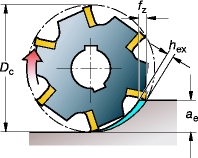
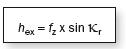
مقدار hex بسته به قطر ابزار برشی، درگیری با قطعه کار و درگیری شعاعی ابزار برشی (ae/Dc)، متغیر است هنگامی که این مقدار کمتر از 50% باشد، ماکزیمم ضخامت براده به نسبت fz کاهش می یابد.
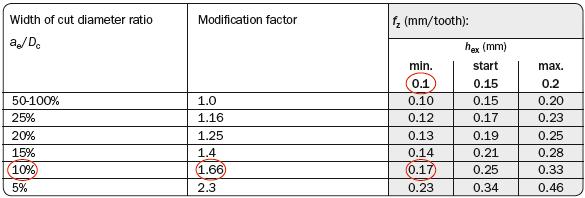
پیشروی می تواند باتغییر مقادیر در جدول زیر و بسته به مقدار ae/Dc، افزایش پیدا کند.
مثال:
Dc 20 mm – ae = 2 mm, ae/Dc = 10%
hex = 0.1 mm, fz = 0.17 mm/tooth.