مایع خنک کننده و آب صابون
تخلیه براده، خنک کاری و روان کاری بین ابزار و قطعه کار، کاربرد اصلی مایع برشکاری می باشد.
از دید محیط زیستی و هزینه های ساخت، ماشینکاری خشک بهترین راه می باشد. اگرچه بسیاری از کاربردها برای به دست آوردن تلرانس، صافی سطح و قابلیت ماشینکاری به خنک کاری احتیاج دارند. اگر مایع خنک کاری نیاز باشد، در نتیجه برای حداکثر کاربرد باید بهینه شود.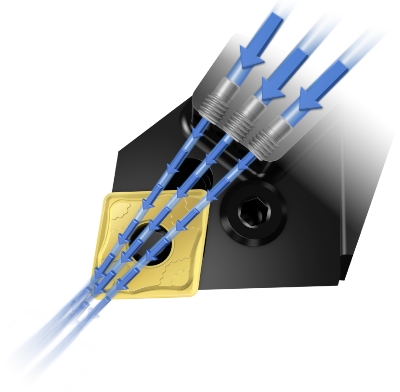
مزایای آن برای تراشکاری می تواند فوق العاده باشد، اگرچه:
- ابزارهایی که برای کاربردهای خنک کاری با دقت بالا ساخته شده اند، مانند ابزار تراشکاری با جت های مرکزی، قویا برای کاربردهای فینیش توصیه می شوند.
- فشار مایع خنک کاری که برای شکستن براده ماشینکاری لازم می باشد، بستگی به قطر نازل (خروجی)، متریال قطعه ماشینکاری و عمق برش و پیشروی دارد.
- فشار مایع خنک کاری مورد نیاز به فشار و سطح مقصد خنک کاری کلی سوراخ های خنک کاری بستگی دارد.
- در کاربردهای معمولی و خشن کاری توصیه می شود که در صورت امکان حتما از خنک کاری استفاده شود. هنگامی که از مایع خنک کاری استفاده می شود باعث کنترل گرمای ایجاد شده در ناحیه برشکاری می شود که منجر به عمر افزایش طول عمر و ماشینکاری قابل پیش بینی می شود.
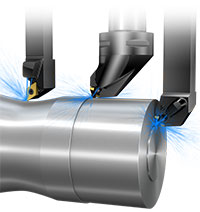
اعمال صحیح مایع برشی کارکرد ابزار و کیفیت اجزا را بهبود می بخشد. ابزارهای برشی نوین دارای نازلهایی هستند که مایع برشی با دقت بالا را از بالا انتقال می دهند که براده شکنی را برای ماشینکاری امن کنترل می کند. ابزارهای پیشرفته تر همراه با مایع برشی، دما را برای طول عمر بیشتر ابزار کنترل می کنند.
کولانت از بالا یا پایین ، چه موقع از کدام استفاده شود؟
اگر از ابزاری استفاده می کنید که دارای کولانت از بالا(کولانت با دقت بالا) و کولانت از پایین باشد، غیر فعال کردن کولانت از بالا در بعضی از کاربردها می تواند مفید باشد. توجه کنید که این توصیه ها زمانی مفید است که قطعه ماشینکاری فولاد باشد.
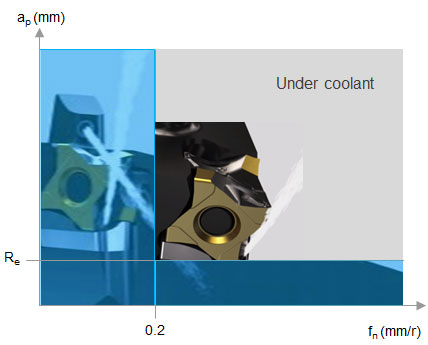
- کولانت از بالا زمانی باید استفاده شود که در نمودار زیر در ناحیه ap و fn آبی باشد.
- خارج از ناحیه آبی کولانت از بالا می تواند منجر به سایش در لبه ابزار و ایجاد لبه جمع شونده در فولاد شود.
- محاسبه میزان لبه جمع شونده در فولاد دشوار می باشد، که بدین معنی است که در مقایسه با کولانت خارجی موجب کم شدن عمر ابزار می باشد.
ابزار توصیه شده برای ناحیه ap آبی:
- استفاده از ابزار با کولانت از بالا و کولانت از پایین
- استفاده از ابزار با کولانت با دقت بالا
ابزار توصیه شده برای خارج ناحیه ap آبی:
- استفاده از ابزار با کولانت از پایین و کولانت از بالا (HPC)
- استفاده از اینسرت های ISO با کولانت سنتی
- استفاده از ابزار با کولانت با دقت بالا با هندسه HP مانند –PMC , MMC , -SMC

حل کردن مشکلات با اعمال صحیح کولانت
- مشکل کنترل براده: استفاده از کولانت از بالا
- مشکل ابعادی: معمولا بوسیله دمای بالا ایجاد می شود، از هر دو حالت کولانت از بالا و از پایین با حداکثر فشار کولانت استفاده نمایید.
- کیفیت سطح نامناسب: استفاده از کولانت از بالا
- عمر کوتاه ابزار (در ناحیه آبی): استفاده از کولانت از بالا و از پایین
- عمر ابزار غیرقابل پیش بینی در ناحیه سفید : تنها استفاده از کولانت از پایین
- عمر ابزار غیرقابل پیش بینی در ناحیه آبی : استفاده از کولانت از پایین و از بالا
- تخلیه براده بد در عملیات داخل تراشی: استفاده از کولانت از بالا و پایین به علاوه استفاده از کولانت با حداکثر فشار